Popular in your industry











































































Related Searches:


































































































































































Top categories
















About chemical industry refrigerating chiller
Understanding Chemical Industry Refrigerating Chillers
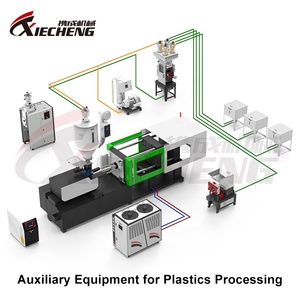
The chemical industry refrigerating chiller is an essential component in maintaining precise temperature control in various industrial processes. This category encompasses systems designed to remove heat from liquids via vapor-compression or absorption refrigeration cycles. These chillers play a pivotal role in ensuring the stability and efficiency of chemical processes.
Types and Applications
There are several types of chillers used in the chemical industry, including air-cooled and water-cooled models. Each type serves specific applications ranging from food preservation to complex chemical reactions. The adaptability of these systems allows for their use in temperature-sensitive environments, ensuring materials and products remain within required thermal thresholds.
Features and Materials
A chemical processing chiller is designed with features that cater to the rigorous demands of the industry. These include robust construction materials that resist corrosive substances and high-efficiency components that ensure optimal thermal transfer. The materials used in manufacturing these chillers, such as stainless steel or high-grade plastics, are selected for their durability and compatibility with a wide range of chemicals.
Advantages of Precision Cooling
The primary advantage of utilizing a refrigeration chiller for chemical processing is the precise control it offers. This precision ensures that chemical reactions occur at the correct temperatures, which is crucial for product quality and safety. Additionally, the efficiency of modern chillers can contribute to energy conservation within industrial operations.
Selecting the Right Chiller
When choosing a chemical industry refrigerating chiller, it is important to consider factors such as the heat load, flow rate, and temperature range. The selection process involves understanding the specific cooling requirements of the operation to ensure the chiller can maintain the necessary conditions consistently and effectively.
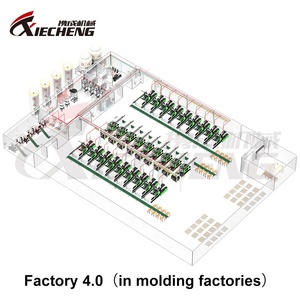
Integration in Industrial Systems
Integrating a chemical refrigeration system into an existing industrial setup requires careful planning. These chillers must be compatible with other machinery and capable of interfacing with various control systems to maintain a seamless operation. The versatility of chillers available on the platform allows for a tailored approach to meet the unique cooling needs of any chemical industry application.